In high-stress transit applications—ranging from commercial heavy trucks and high-speed passenger rail to high-performance passenger vehicles—the physical integrity of the wheel assemblies directly dictates operational safety. Under prolonged cyclic loading and operational fatigue, metal wheels develop minute stress fractures, material folds, or microscopic surface discontinuities. Left unchecked, these sub-millimeter anomalies propagate into catastrophic failures.
For ferromagnetic wheel components, magnetic particle inspection (MPI) machines represent the industry standard for surface and near-surface defect validation. Unlike coarse superficial visual checks, specialized wheel MPI systems provide deterministic verification of structural integrity at production-line speeds.
Target Keywords
-
Target Keywords: Magnetic particle inspection machine for wheels, wheel rim MPI equipment, non-destructive testing for automotive wheels, railway wheel crack detection, fluorescent magnetic particle testing.
-
Search Description: Discover how wheel magnetic particle inspection (MPI) machines identify critical surface defects in automotive rims and railway wheels. Learn about multi-directional magnetization, operational advantages, and structural selection criteria for high-throughput manufacturing lines.
1. Technical Fundamentals of Wheel MPI Systems
The magnetic particle testing operates on the physical principle of magnetic flux leakage (MFL). The structural inspection process follows a precise sequence of electromagnetic manipulation:
-
Component Magnetization: The wheel or rim is positioned within the machine and subjected to high-amperage electrical currents or electromagnetic fields, establishing a controlled magnetic circuit within the ferromagnetic material.
-
Flux Leakage Generation: When the induced magnetic lines of force encounter a structural discontinuity—such as a surface crack, forging lap, or subsurface inclusion—the flaw acts as a barrier. Because air or non-magnetic inclusions have significantly lower magnetic permeability than steel, the magnetic field is forced to distort and spill outside the surface of the wheel, creating a localized leakage field.
-
Particle Application and Indication: A fluid suspension containing finely divided ferromagnetic particles (typically treated with a fluorescent dye) is applied uniformly across the rotating wheel. The localized leakage fields act as micro-magnets, attracting and holding the particles directly over the boundaries of the defect. Under high-intensity ultraviolet (UV-A) illumination, these accumulations glow brightly, providing high-contrast visual indications of flaws that are completely invisible to the naked eye.
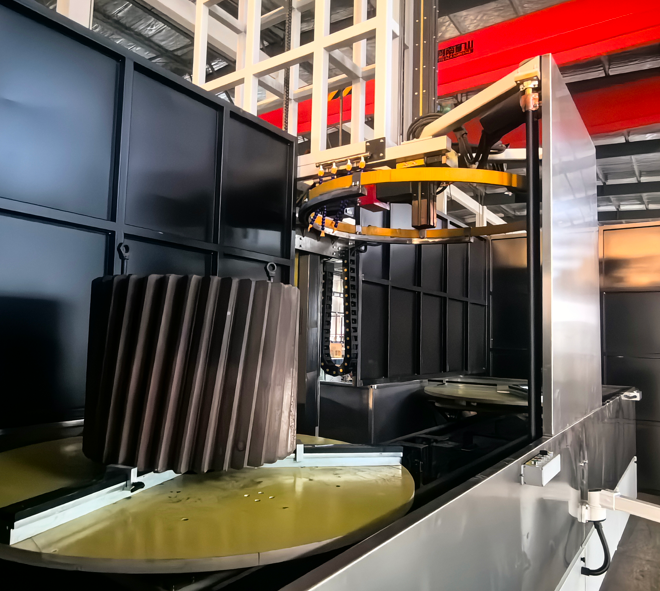
2. Automated Features of Industrial Wheel MPI Equipment
Manual NDT processes present bottleneck risks in high-output manufacturing facilities. Industrial-grade wheel MPI machines overcome this through specialized mechanical and electrical automation:
-
Multi-Directional Combined Magnetization: To detect defects oriented in any direction, the equipment applies both circular and longitudinal magnetization simultaneously or sequentially. By combining current flow through the wheel hub with coil or yoke induction, the system reveals both transverse and longitudinal defects within a single processing window.
-
Integrated Part Rotation and Spray Delivery: Automated pneumatic rollers rotate the wheel at a calibrated velocity while specialized manifolds deliver a uniform application of the aqueous or oil-based magnetic carrier fluid. This ensures comprehensive wetting of all critical surfaces without washing away nascent particle indications.
-
Enclosed Inspection Chambers and Vision Integration: Systems are typically housed within ruggedized, light-attenuating darkrooms optimized for fluorescent evaluation. Advanced configurations incorporate automated multi-axis industrial cameras paired with computer-vision defect recognition algorithms to automate the detection, flagging, and sorting of non-compliant components.
3. Core Industrial Application Profile
| Sector | Critical Target Components | Primary Defect Focus |
| Automotive Manufacturing | Forged steel wheels, heavy commercial truck rims, military vehicle wheel assemblies. | Forging laps, quenching cracks, stamp deformations, and material seams in raw blanks. |
| Rail and Transit Overhaul | Locomotive driving wheels, freight car wheelsets, rapid transit wheel profiles. | Sub-surface rolling contact fatigue (RCF), thermal checking from braking actions, and operational stress fractures. |
| Heavy Machinery & Marine | Industrial crane wheels, mining transport rims, heavy crawler sprockets. | Subsurface casting voids, deep-seated inclusions, and high-impact structural fatigue cracks. |
4. Critical Criteria for Machine Selection
-
Demagnetization Capability: Following inspection, wheels retain significant residual magnetism, which can attract metallic debris during field operation and cause accelerated mechanical wear. High-quality systems must feature integrated, high-efficiency automated AC or DC demagnetization cycles to reduce residual fields to negligible levels compliant with international industrial standards.
-
Throughput and Line Integration: Equipment should support specific material-handling requirements, whether utilizing heavy-duty automated conveyor feed-throughs for continuous casting lines, or manual overhead crane loading for heavy rail maintenance yards.
-
Compliance with International Standards: The architecture of the machine, magnetization currents, and UV illumination levels must adhere strictly to established global NDT specifications, such as ASTM E1444, ISO 9934, or specific aerospace and rail-network regulatory frameworks.
Contact us for more solutions.